
Trough Conveyors
Container Conveying – Sanitary
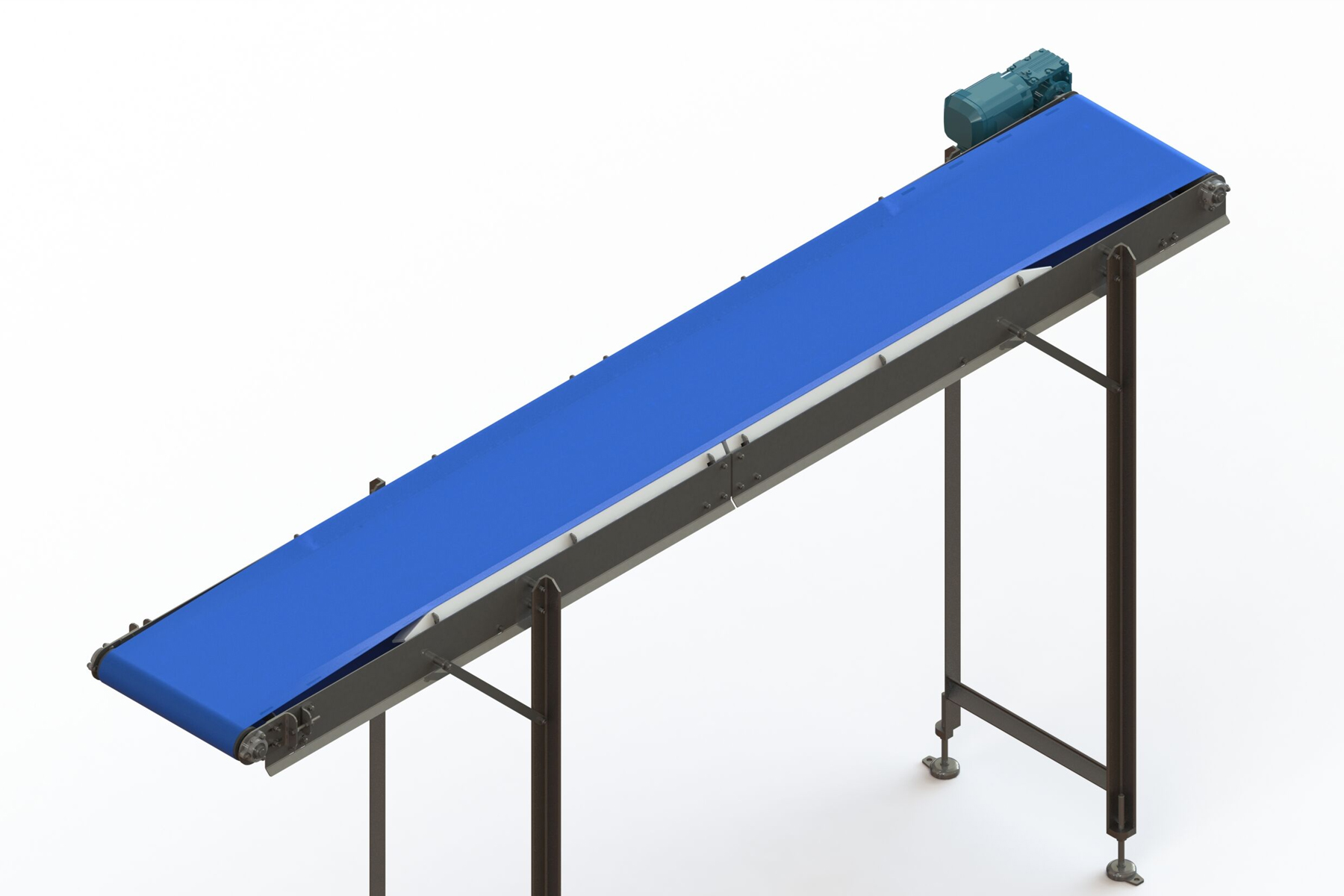
Trough Belt Conveyors are designed to fully contain the load of materials without using guide rail utilizing a urethane style belt. Trough belt conveyors are the most widely used and efficient means of moving bulk materials. Trough conveyors for light to medium capacity systems. These conveyors are used in areas food industry and package handling.
Key Features:
Typically for bulk handling of food products either in the process area or in the early stages of packaging. Light duty to medium construction.
Options:
- Convey high tonnage of materials
- Handle gradual inclines over long runs of 150 or more
- Require very little maintenance
- High efficiency
- Almost resistance-free conveying
- Trough style can be roller style or formed sheet metal

Trough Conveyors
Container Conveying – Sanitary
Trough Belt Conveyors are designed to fully contain the load of materials without using guide rail utilizing a urethane style belt. Trough belt conveyors are the most widely used and efficient means of moving bulk materials. Trough conveyors for light to medium capacity systems. These conveyors are used in areas food industry and package handling.
Key Features:
Typically for bulk handling of food products either in the process area or in the early stages of packaging. Light duty to medium construction.
Options:
- Convey high tonnage of materials
- Handle gradual inclines over long runs of 150 or more
- Require very little maintenance
- High efficiency
- Almost resistance-free conveying
- Trough style can be roller style or formed sheet metal