
When exploring your sanitary conveying options, consider how clean / sanitary the conveyor and equipment must be for your operation. At NCC Automated Systems, we offer basic washdown and truly sanitary, material handling solutions for everything from meat and poultry to bakery to confectionery products.
When it comes to food packaging, you’ll want a sanitary solution you can trust no matter what stage of the food processing or packaging operation in your facility.
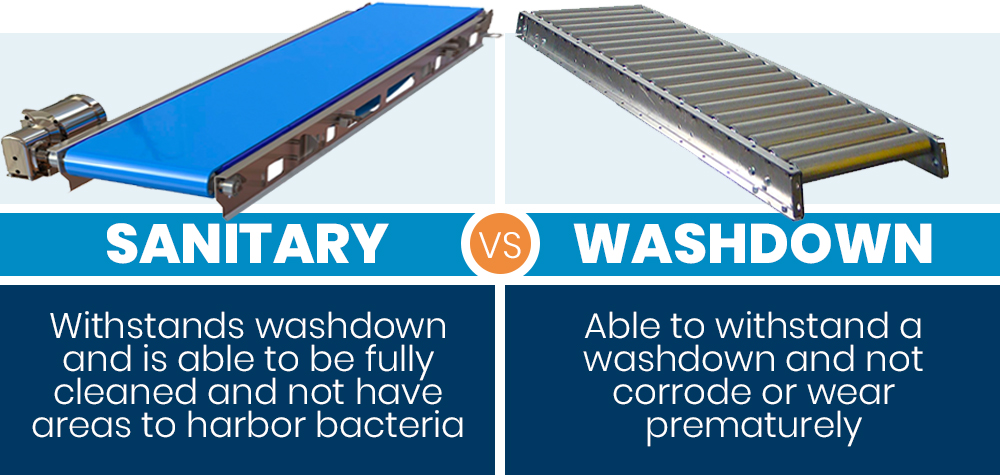
Sanitation Methods Throughout the Manufacturing Process: Sanitary Conveyor vs. a Washdown System
Food plants require special sanitation methods dependent on the food and process type, along with the stage in the manufacturing or packaging process. When you need a truly sanitary solution, the standard industrial conveyors are unsuited for the wet, humid (and corrosive) conditions required to sanitize the equipment.
It comes down to this: washdown applications are able to withstand frequent washdown without corroding or wearing prematurely, while sanitary applications are able to be fully cleaned and not have areas to harbor bacteria, and can withstand the same stringent conditions as a washdown application. Whichever system is right for you, we offer custom builds to ensure you get the perfect setup for your operations. Learn more in this blog post.
Streamline your customized sanitation conveyor build
 Get quicker speed to market with our proven pre-engineered solutions for your automation needs. We also offer turnkey systems to accommodate everything you need from conveyor solutions to integration.
Get quicker speed to market with our proven pre-engineered solutions for your automation needs. We also offer turnkey systems to accommodate everything you need from conveyor solutions to integration.
Our pre-engineered solution standards for low-and high-level sanitary applications enable you ensure food safety, while being confident in the proven, tested and reliable solutions. At NCC Automated Systems, we can help you simplify your life.
Allow us to streamline the engineering process to get your product to market quicker.
Get Your Product to Market Quicker
Our clients turn to us for their sanitary conveyor solutions. In fact, 80% of the fortune 500 companies in our target markets have chosen NCC for their conveyor equipment, solutions and integration capabilities.
Why should you choose NCC Automated Systems? With more than 30 years of experience, we've worked all over North America and bring a wealth of knowledge to provide strong solutions for your production needs. Our goal is to offer the best solutions and to be a partner you can depend on and help you get your product to market quicker.
Featured & Popular Solutions:
- Intralox® AIM™ Sorting Solution
- Intralox® AIM™ Merge Solution
- Drag Chain Conveyor
- Wire Mesh Conveyor
- Stainless Steel Pallet Conveyors
- Powered Roller Conveyor
- Complete Case Handling Conveyors
Check out our complete list of our sanitary and non-sanitary conveying solutions.




Leave a Comment