
Each of the three Sanitary Conveyor Levels, Standard Series, Plus Series, and Premium Series, have unique features and benefits to ensure the final equipment solution is both cost-effective and proven in the food industry.
Each series includes pre-engineered base designs tailored specifically for your process and facility, and are always customizable to give you the perfect solution.

Applications in a food plant where conveyors are not used in direct food contact but still require periodic washdown
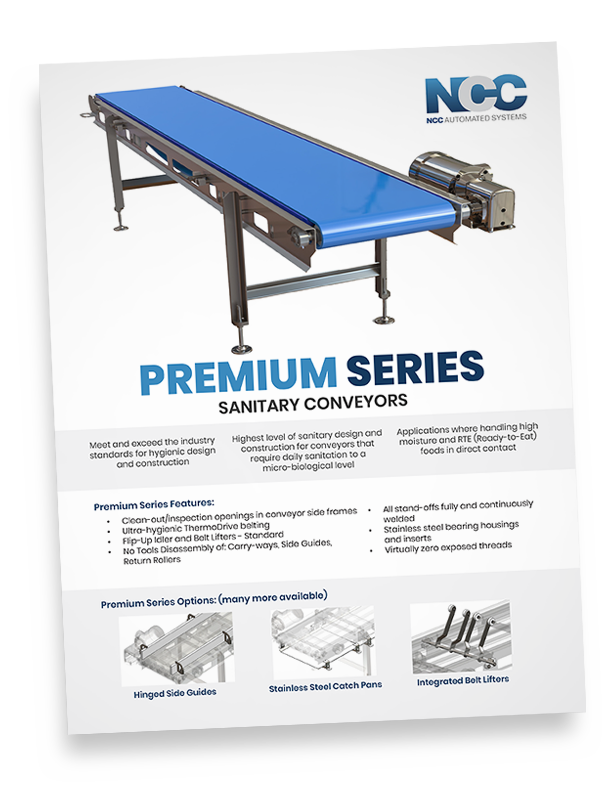
Applications where handling high moisture and RTE (Ready-to-Eat) foods in direct contact. Conveyors require daily high-level sanitation to a micro-biological level
Applications where handling low moisture or other USDA controlled foods in direct contact or open food packages
Features included in ALL Sanitary Conveyor Levels:



NCC Automated Systems is a Full Service Automation Systems Provider with nearly 40 years of experience.
We manufacture and supply a wide range of conveying systems including, incline infeed, straight line, product transfer, spiral conveyors and much more,
255 Schoolhouse Road
Souderton, PA 18964
Phone: (215) 721-1900
Fax: (215) 721-0633
E-Mail: info@nccas.com