Each of the three Sanitary Conveyor Levels, Standard Series, Plus Series, and Premium Series, have unique features and benefits to ensure the final equipment solution is both cost-effective and proven in the food industry.
Each series includes pre-engineered base designs tailored specifically for your process and facility, and are always customizable to give you the perfect solution.

Applications in a food plant where conveyors are not used in direct food contact but still require periodic washdown
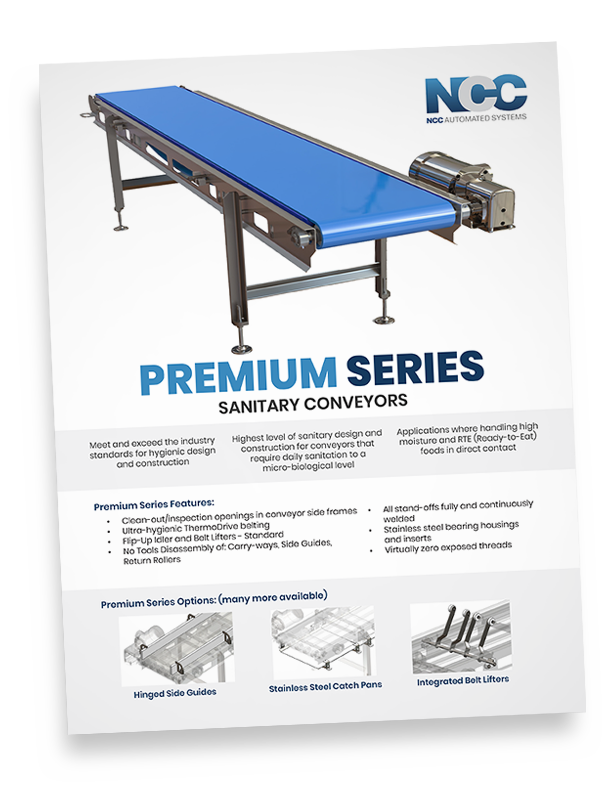
Applications where handling high moisture and RTE (Ready-to-Eat) foods in direct contact. Conveyors require daily high-level sanitation to a micro-biological level
Applications where handling low moisture or other USDA controlled foods in direct contact or open food packages
Features included in ALL Sanitary Conveyor Levels:



NCC Automated Systems is a Full Service Automation Systems Integrator with over 30 years of experience.
In addition to integrating some of the world’s best automation equipment solutions, we also offer in house mechanical and electrical design and manufacturing. We can provide complete turnkey solutions or just equipment.
255 Schoolhouse Road
Souderton, PA 18964
Phone: (215) 721-1900
Fax: (215) 721-0633
E-Mail: info@nccas.com
